歡迎光臨~河南省永豐模具有限公司

0373-54338880373-7022565
0373-54338880373-7022565

更(gèng)新日期:2019-03-02 11:00:54
一、注塑機的工作原理
注塑成型機簡稱注塑機。
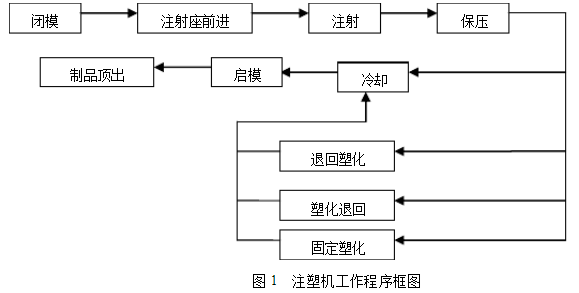
注塑成型(xíng)是利(lì)用塑料的熱物理(lǐ)性質,把(bǎ)物料從(cóng)料鬥加入料筒中,料筒外由加熱圈加熱,使物(wù)料熔融,在料筒內裝有(yǒu)在外動力馬達作用下驅動旋轉的螺杆,物料在(zài)螺杆的作用下,沿著螺槽向前輸送並壓實,物料在外加熱和螺杆剪切的雙重作(zuò)用下逐漸地塑化,熔融和均化(huà),當螺(luó)杆旋轉時,物料在螺槽摩擦力及剪切力的作用下,把已熔融(róng)的物料推到螺杆的頭部,與此同時,螺(luó)杆在物料(liào)的反作用下後退,使螺杆頭部形成儲(chǔ)料空間,完成塑化過程,然後,螺杆在注射油缸的活塞推力的(de)作用下,以高速、高壓,將儲料室內的熔(róng)融料通(tōng)過噴嘴注射到(dào)模具的型腔中,型腔中的熔料(liào)經過保壓、冷卻、固化定型後,模具在合模機構的(de)作(zuò)用下,開啟模(mó)具,並通(tōng)過頂出裝置(zhì)把定型(xíng)好的(de)製品從模具(jù)頂出落下(xià)。
二、注塑機的分類
按合模部件與注射部件配置的型式有臥(wò)式、立式、角式三種
(1)臥式注塑機:臥式注塑機是很常用的類型。其特點是注射總成的(de)中(zhōng)心線與(yǔ)合模總成的中心線同心或(huò)一致,並平行(háng)於安裝地麵。它的優點是重心低、工作平穩、模具安(ān)裝、操作及維修均較方便,模具開(kāi)檔大,占用空間高度小;但(dàn)占地麵積大,大、中、小型機均有(yǒu)廣泛應用。
(2)立(lì)式注塑機:其(qí)特點是合(hé)模裝置與注射裝置的軸線呈(chéng)一線排列而且與地(dì)麵(miàn)垂直。具有占地麵積小,模(mó)具(jù)裝拆方便,嵌件安裝容(róng)易,自料(liào)鬥落入物料能較均勻地進行塑化,易實現自動(dòng)化及多台機自動線管理等優點。缺點是(shì)頂出製品不易自動脫落,常需人工或(huò)其它方法取出(chū),不易實現全(quán)自動化操作和大型製品注射;機身高,加料、維修不便。
(3)角式注塑(sù)機(jī):注射裝置和合模裝置的軸線(xiàn)互成垂直排列。根據注射總成中心線與(yǔ)安裝基麵的相對位置有臥立式、立臥式、平臥式之分:①臥立式,注射總成線與(yǔ)基麵平行,而(ér)合模總成中(zhōng)心(xīn)線與基麵垂直;②立臥式,注(zhù)射總成中心線(xiàn)與基麵垂直,而合(hé)模總成中心線與基麵平行。角式注(zhù)射機(jī)的優點是兼備有臥式與立式注射機的優點,特別適用於(yú)開設側澆口(kǒu)非對稱幾何形狀製品的模具。
三、注(zhù)塑機的組成(chéng)結(jié)構分析
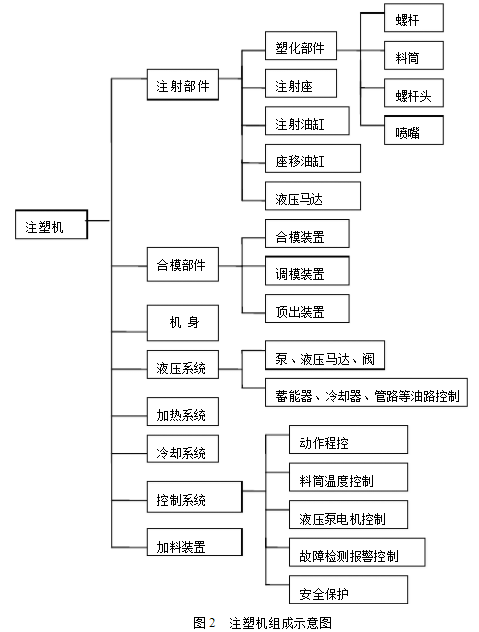
注塑機根據(jù)注射(shè)成型工藝要求是一個機(jī)電一體化很強(qiáng)的機種,主要由注(zhù)射部件、合模(mó) 部件、機身、液壓係統、加熱係統、控製係統、加料裝置等組(zǔ)成。如圖2所示。
(一)注塑部件的典型結構
1.注射部件的組(zǔ)成 目前,常見的注塑裝置(zhì)有單缸形式(shì)和雙缸形(xíng)式,我廠注塑(sù)機都是雙缸(gāng)形式的,並且都是通過(guò)液壓(yā)馬達直接驅動螺杆注塑。因不同的廠家、不同型號的機台其組成也不(bú)完全(quán)相同,下麵(miàn)就對我廠用的機台作具體(tǐ)分析。
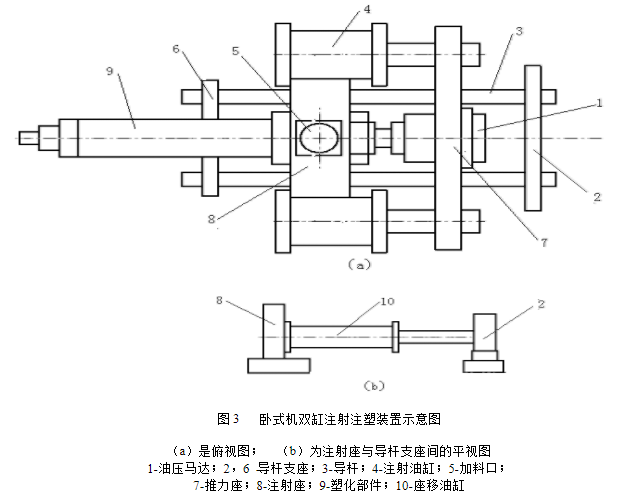
立式機和臥式機注塑(sù)裝置的組成圖分別如圖3和圖4。
工作原理是:預塑時,在塑化部件中的(de)螺杆通過液壓馬達驅動主軸旋轉,主軸一端與螺杆鍵連接,另一端與液壓馬達鍵連接,螺杆旋轉時,物料塑(sù)化並將塑化好的熔(róng)料推到料(liào)筒前端的(de)儲料室中,與此(cǐ)同時,螺杆(gǎn)在物料的反作用下後退,並通過(guò)推(tuī)力(lì)軸承使推力座後退,通(tōng)過螺母拉動活塞杆直(zhí)線(xiàn)後退,完成計(jì)量,注射時,注射油(yóu)缸的杆腔進(jìn)油通過軸承推動活塞杆完成動(dòng)作,活塞的杆腔進油推動活塞杆及螺杆完成注(zhù)射動作。
銷售經理:18337377787
采購經理:0373-7022565
電(diàn) 話:0373-5433888
傳 真:0373-5433868
郵 箱:info@lgtly.cn
地 址:新鄉市宏力大道西賈(jiǎ)橋工業區12號
備案號:豫ICP備16026643號-1
